��������κ��ރ�ȼ�C���w?
������������κ��ރ�ȼ�C���w?
����늺��Cе�ĸ��M��늺����g�ĸ����ڿƼ����Ƅ��°l������׃���y�~��������躸����늘O�����d����Ҳ�S֮���F�����x���ڰ�æ�ĕr�g���^���҂��ľWվ��Ϣ�������أ��҂���һ����W���������Ϣ�ɣ���ϲ�g��Ԓ�Ϳ����һ��!
�������^�Ẹ������ʩ��ǰ��������w�A�ᵽ400��~500�棬�ڱ��صėl����������ʩ���a���@��С�������������������ȼ�C���w�w�e�^����ʩ���F���y�Ԍ��F�������w�A�ᡣ��ˣ��҂���ˮ�վʩ�����ز��ó�����(�������w�A��)���ޡ�
����A.���l���x�� �x��懡��ĺ��l���@��l�����g�Ժã��Һ�̼���F�Y�Ϗ��ȸߣ��������_�ѡ����lֱ���˼����҂��x��ֱ��(ָ��оֱ��)��1.6mm�ĺ��l���纸���茦���p�ӹ������x���T308懺��l;�纸���茦���p�ӹ������x�T408��F���l���T607�~�F���l��
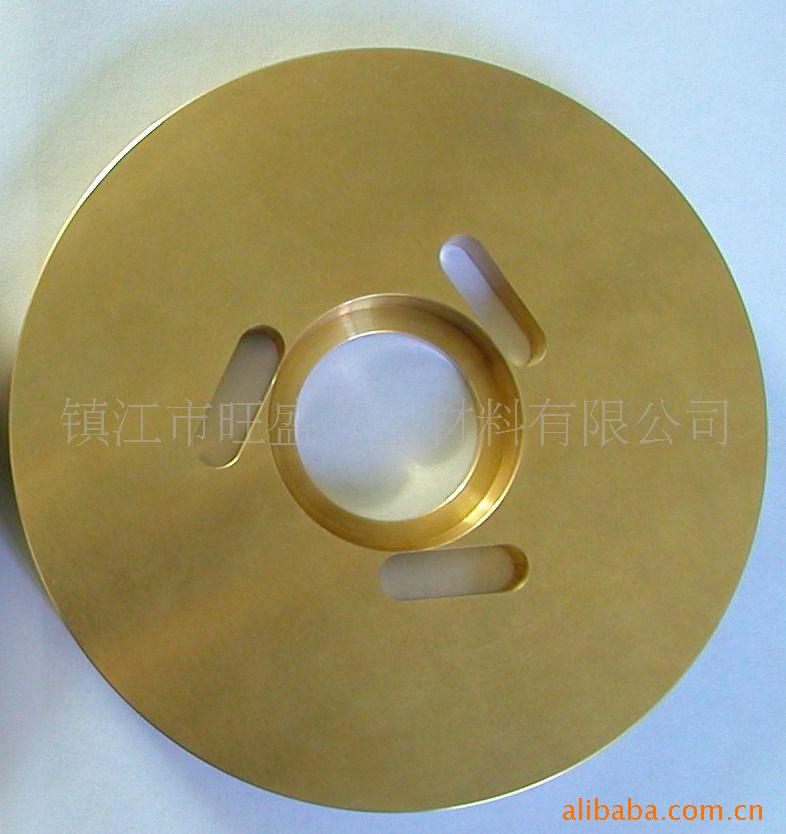
����B.�Ѽy�z�� �z���Ѽ��ķ����ЎN���m���ڹ��ؗl���Һ������еķ������ͽ����������Ȍ�����Ѽy���丽����λ�ò��ͽ��ݣ����ݕr�gһ�㲻����12h;Ȼ���÷۹PͿĨ������С�N�Ó���ʹ�B���Ѽy��������ڷ۹PͿĨ֮̎���@�Ӽ�������ؿ����Ѽy�ĺ��E��
�����҂�Ը������S���ṩ���͡����|�����g�ĮaƷ�����Ƶķ��գ�Ը�c�������єy�ֹ��M����ͬ�lչ��
- 2022-06-22�ྦྷ��߀ԭ늘O����������
- 2022-05-20�t��~늘O���Ă��������c
- 2022-05-12�ྦྷ��߀ԭ늘O����Ҫ���c�c����
- 2022-04-26�t��~늘O������������Щ����
- 2022-04-18�t��~늘O��ܛ���ض��Ƕ���
- 2022-03-16���������~�ڑ��ü��������к΅^�e
- 2022-03-11���~�ij��SҎ��
- 2022-03-04�t��~늘O���Ă�����